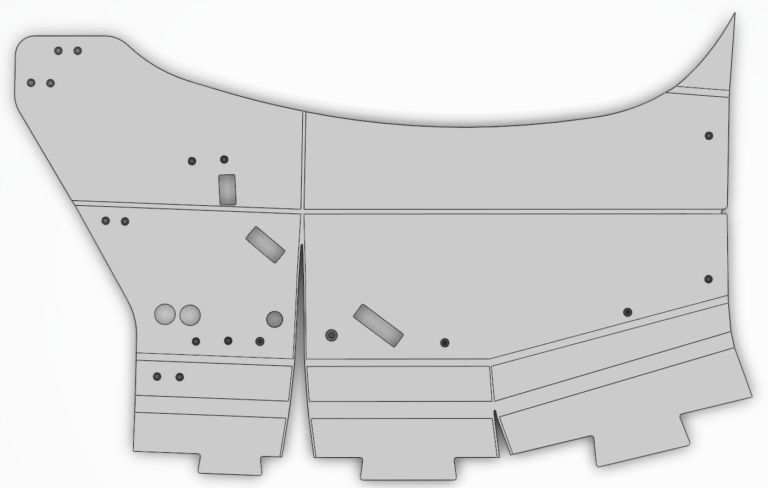
The aluminium monocoque was produced using a cut-and-fold process, a technique that transforms flat honeycomb sandwich panels into complex 3D structures. Each Larcore A20 panel was CNC-cut to shape and V-grooved along fold lines, removing part of the honeycomb core so the skins could bend cleanly without cracking. This allowed the creation of sharp corners and tight radii that would otherwise be impossible with bonded flat panels.
During assembly, panels were positioned in CNC-routed MDF fixtures, which acted as fold jigs to hold precise angles within ±0.5°. These jigs ensured repeatability and controlled geometry, even across multiple complex bends. However, the lower folds of the monocoque proved especially challenging, as they lacked sufficient leverage for manual bending and tended to resist closure. To overcome this, fabricated steel cages were designed and built to clamp around the panels, forcing them into position and keeping them restrained throughout adhesive cure. Without these cages, the folds would spring back, misalign, or introduce stress concentrations into the final structure.
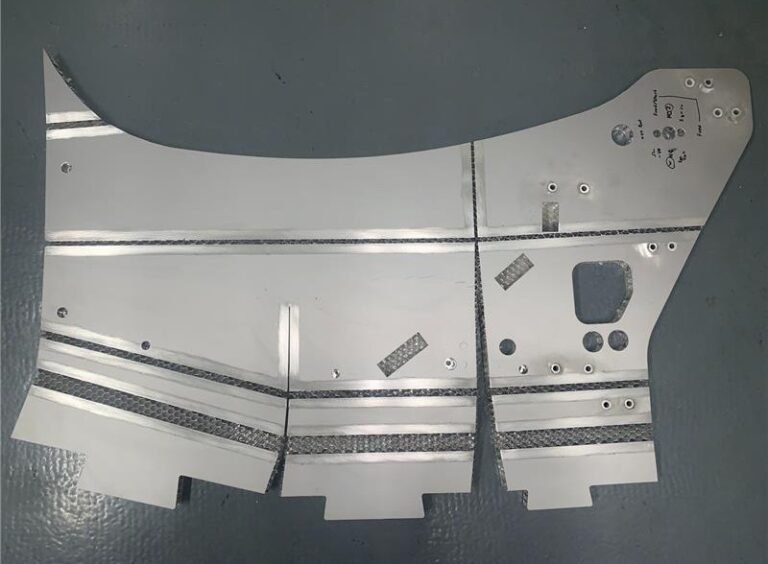
The combination of MDF fixtures for accessible bends and steel cages for the lower geometry provided a practical, low-cost tooling solution to handle the complexity of the design. Tabs and slots in the flat patterns acted as self-jigging features, helping each panel lock into place during bonding. Adhesive bonding was completed using Permabond ET5428/RT5429, with surfaces abraded, degreased.
This method proved that even with limited workshop resources, it was possible to manufacture a geometrically complex, high-stiffness chassis from flat aluminium sheets. The process demanded significant fixture development and problem-solving but resulted in a precise, SES-compliant monocoque that combined lightweight performance with repeatable, student-level manufacturability.<br