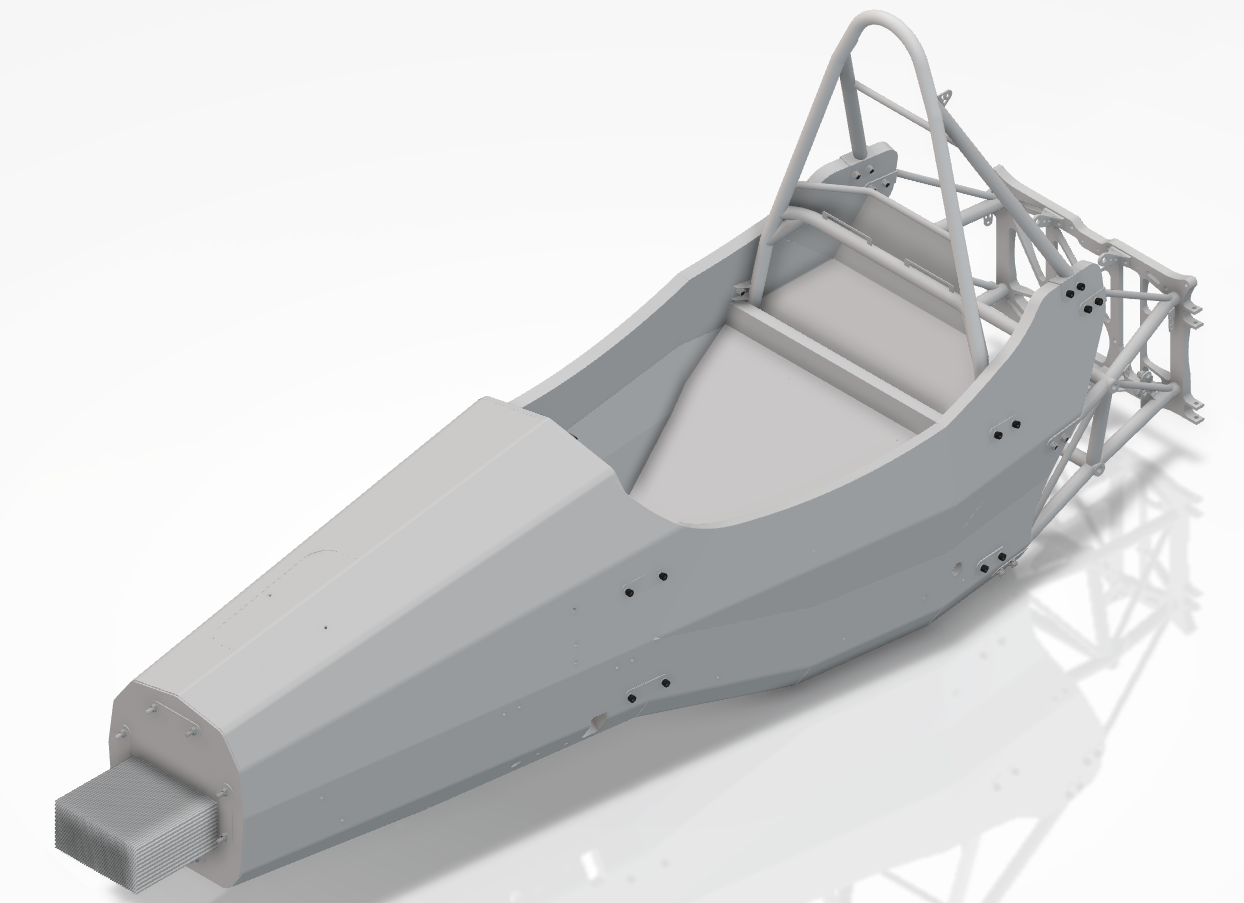
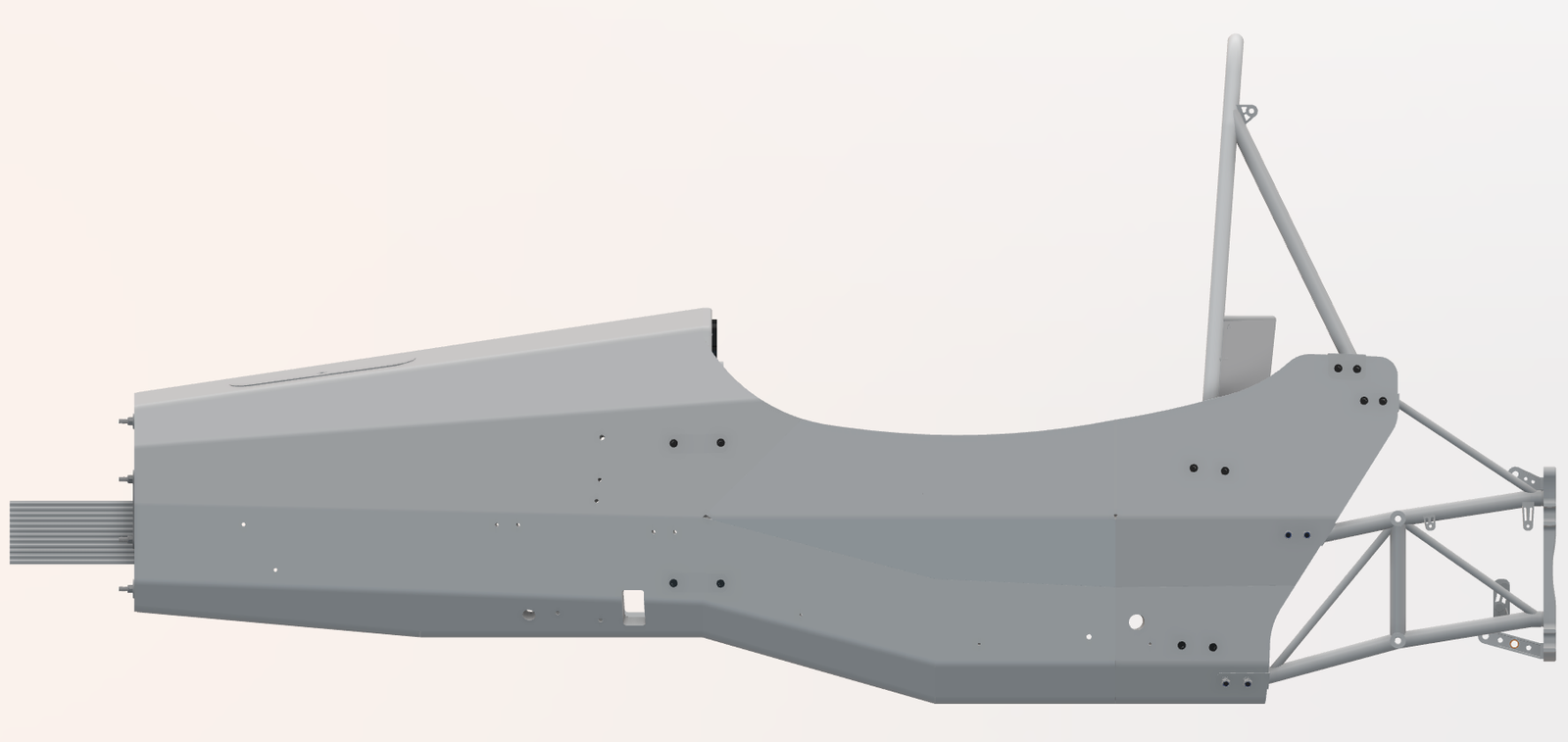
The 2025 chassis was designed as a cut-and-fold aluminium honeycomb monocoque bonded to a steel rear spaceframe. This hybrid structure combined the lightweight stiffness of a monocoque with the modularity of a spaceframe, allowing the rear section to be swapped or modified for different powertrains. The final monocoque achieved a torsional stiffness of 3558 Nm/deg, comfortably exceeding FSUK SES requirements and vastly improving on the team’s previous spaceframe (850 Nm/deg).
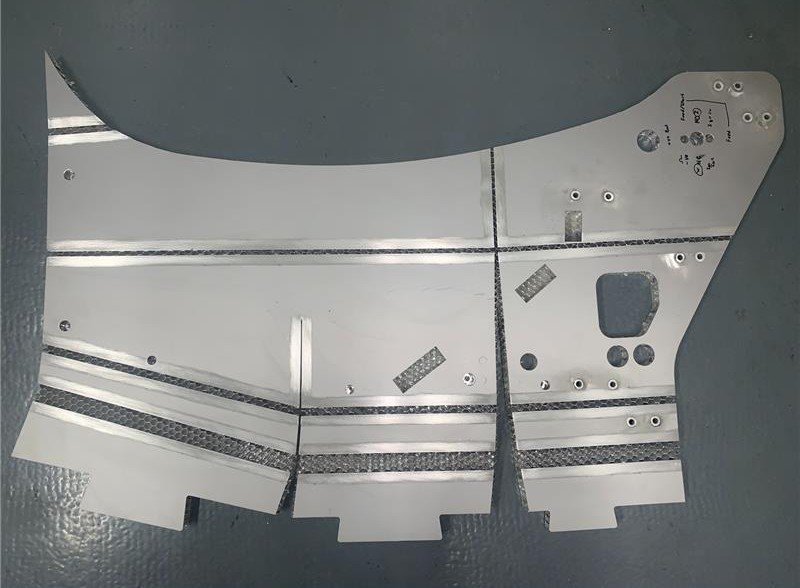
The monocoque was constructed from Larcore A20 sandwich panels (23 mm aluminium honeycomb core with 1 mm 5754-H111 skins). Panels were CNC-cut, scored at fold lines, and bent into shape using press-brake and jig-controlled folding. Fold geometry was optimised with 25 mm radii and self-jigging tabs and slots to prevent skin buckling and to ensure dimensional repeatability. Bonding was carried out using Permabond ET5428/RT5429 structural adhesives, selected for high lap shear strength (>20 MPa) and reliable cure at room temperature. Surface preparation followed aerospace practice: abrasion with Scotch-Brite, acetone degrease, and immediate bonding.
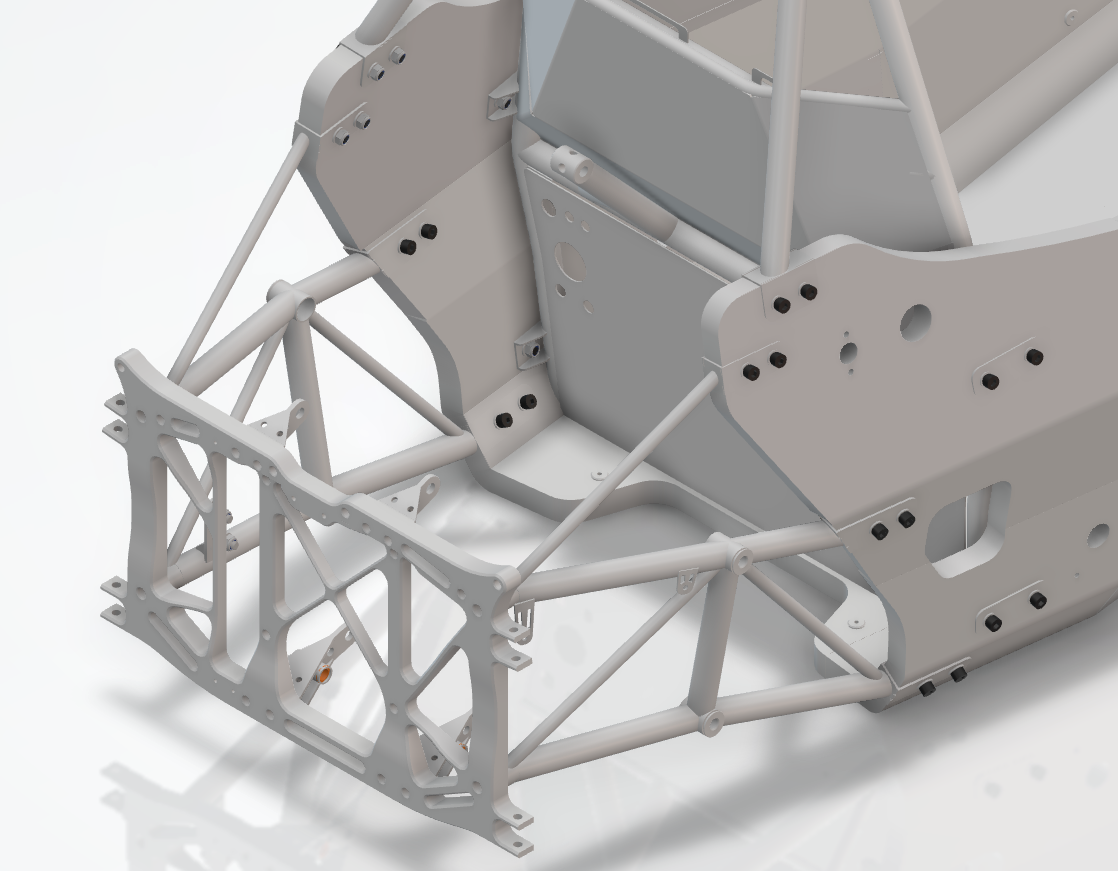
A CNC-machined 7075 aluminium backplate connected the monocoque to the steel spaceframe. This provided a rigid interface for the roll hoop, powertrain mounts, and rear suspension pickups, ensuring accurate load transfer and simplifying assembly. The modular backplate also meant future teams could adapt the chassis for either IC or EV powertrains without redesigning the entire structure.
To carry concentrated loads, such as suspension pickups and harness points, custom knurled 6061-T6 aluminium inserts were bonded into potted cavities and backed with external doubler plates. This approach distributed stresses safely into the skins and core, avoiding local crush. Insert pull-out testing reached 14.2 kN, almost double the FSUK minimum of 7.5 kN, with failures occurring in the core or adhesive rather than the insert interface.
The construction method emphasised quality assurance and repeatability. Bond line thickness was controlled with glass bead spacers (0.2–0.4 mm), fold angles were maintained within ±0.5°, and cut tolerances were within ±0.3 mm. A full SES checklist was completed alongside photographic documentation, ensuring scrutineers could verify compliance.
Material testing validated the monocoque’s strength against FSUK SES baselines:
• Three-Point Bending – Larcore panels achieved stiffness values greater than or equal to T45 steel baseline tubes.
• Panel Shear (Punch Test) – Clean shear failure occurred at ~8.0 kN, above both Side Impact Structure (7.5 kN) and Front Bulkhead Support (4.0 kN) thresholds.
• Insert Pull-Out – 14.2 kN peak load compared to the 7.5 kN minimum requirement.
These results confirmed that the aluminium honeycomb system offered not only compliance but also a competitive stiffness-to-weight ratio, enabling a 32.6 kg SES-compliant monocoque manufacturable in a student workshop without advanced composite facilities.